Process of sheet metal parts from making to forming
-
- 657
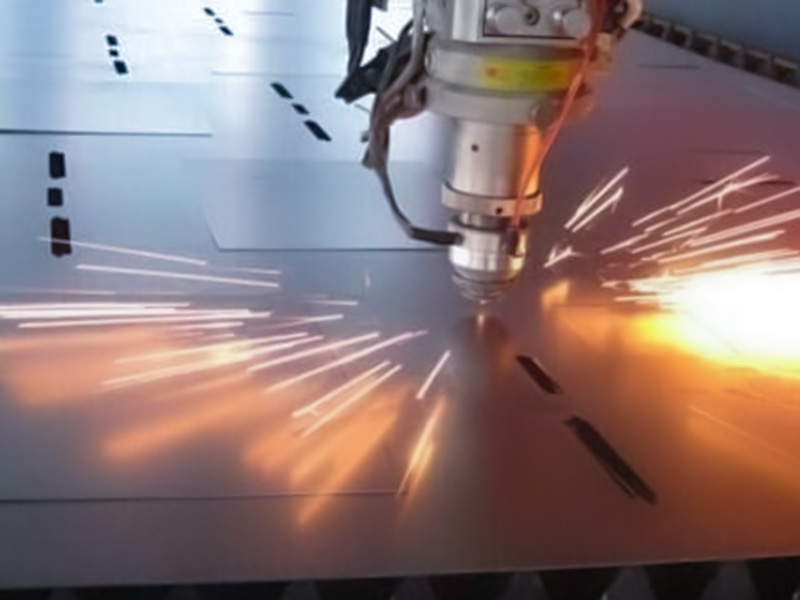
1、 Blanking.
After the drawing is successful, the blanking methods shall be determined according to the expansion drawing, batch gap and technical requirements, including laser, CNC punch, plate shearing, die and so on. The NC punch is affected by the cutting tool. For the processing of some special-shaped workpieces and irregular holes, it should take the post deburring treatment, which has a certain impact on the accuracy of the workpiece at the same time; Laser processing has no tool limit and flat section, which is suitable for the processing of special-shaped workpieces, but it takes a long time to deal with small workpieces. Generally, plate shears can only cut straight lines with large error. After the workpiece is blanking, the corners, burrs and contacts shall be trimmed (polished) to a certain extent. At the tool contact, the flat file shall be used for trimming. For the workpiece with large burrs, the grinder shall be used for trimming, and the corresponding small file shall be used for trimming at the contact of small inner hole to ensure the appearance of the outside.
Rackmount Storage Enclosure | Jbod Storage Enclosure | Storage Server Chassis
2、 Bending, press riveting, flanging tapping, spot welding and convex hull.
Sometimes, after bending one or two times, the nut or stud shall be pressed well. If there is a mold convex, it shall be processed first, so as to avoid interference after processing in other processes, and the required processing cannot be realized. If there is a hook on the upper cover or lower shell, if it cannot be welded after bending, it shall be processed before bending. When bending, select, install and debug the tools and grooves for bending according to the size and material thickness on the drawing; The second is to determine the sequence of bending. The general rule is to first inside and then outside, first small and then large, and first difficult and then easy. For the workpiece with the edge to be crushed, bend the workpiece to 30 ° – 40 °, and then press the workpiece with the leveling die. To ensure that the stud is flush with the surface of the workpiece, so as to prevent the workpiece from being scrapped if the stud is not pressed firmly or pressed out beyond the surface of the workpiece. Welding includes argon arc welding, spot welding, carbon dioxide shielded welding, manual arc welding, etc. the welding position of the workpiece shall be considered first for spot welding, and the positioning tooling shall be considered in mass production to ensure the accuracy of spot welding position. In order to ensure firm welding, punch a bump on the workpiece to be welded, so that the bump can be smoothly connected with the flat plate before power on welding, so as to ensure the consistent heating of each point and firm welding. Before starting spot welding, adjust the preloading time, pressure holding time and holding time to ensure that the workpiece can be spot welded firmly. After spot welding, there will be welding scars on the surface of the workpiece, which should be disposed of with a flat grinder.
3、 Surface treatment.
After the bending, riveting and other processes of the workpiece are completed, the surface treatment shall be carried out. The surface treatment methods of different plates are different. The general surface treatment methods after cold plate processing include electroplating and electrostatic powder spraying. Phosphating treatment shall be carried out before spraying, and spraying shall be carried out after phosphating treatment. The surface of electroplated plate shall be cleaned and degreased first, and then sprayed. Stainless steel plate (with mirror panel, fog panel and wire drawing plate) can be brushed before bending without spraying. If spraying is required, roughening treatment shall be carried out; Aluminum plate is generally oxidized (natural color oxidation and black oxidation); Aluminum plates to be sprayed shall be sprayed after chromate corrosion
QUICK LINKS: FAQ | Switch Mounting Bracket | Aluminum Rack Panels | Racing Lawn Mower Parts | CNC Stamping Parts | OEM Custom Radiator Support Bracket | Custom Metal Fabrication |TV Back Panel| Custom Rackmount PC | Sheet Metal Enclosure Fabrication | Metal cases Aluminum case suppliers
1、 Blanking. After the drawing is successful, the blanking methods shall be determined according to the expansion drawing, batch gap and technical requirements, including laser, CNC punch, plate shearing, die and so on. The NC punch is affected by the cutting tool. For the processing of some special-shaped workpieces and irregular holes, it should take…
1、 Blanking. After the drawing is successful, the blanking methods shall be determined according to the expansion drawing, batch gap and technical requirements, including laser, CNC punch, plate shearing, die and so on. The NC punch is affected by the cutting tool. For the processing of some special-shaped workpieces and irregular holes, it should take…